歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







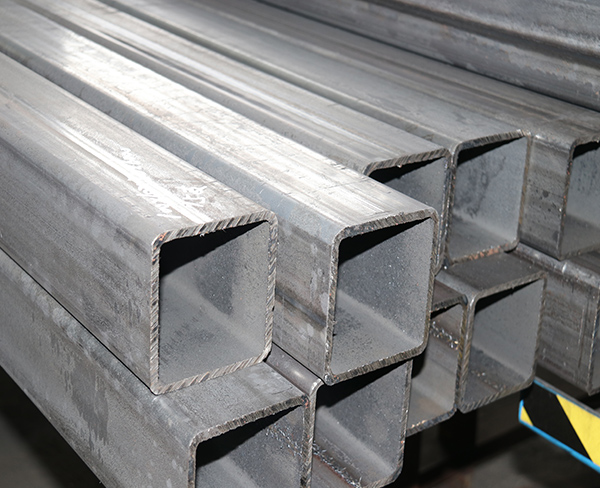
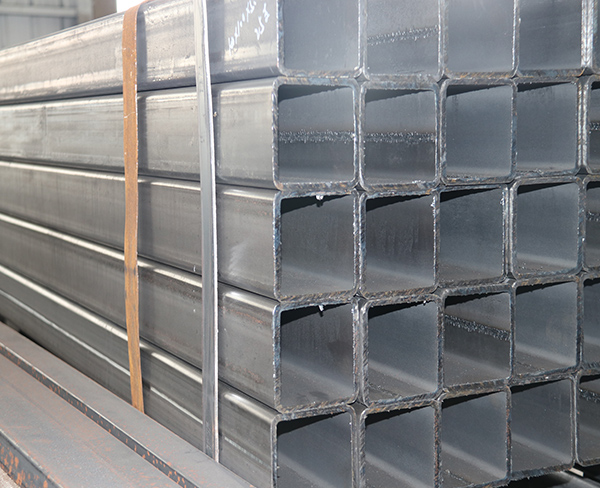
大口徑方管很多的缺陷是在穿孔中造成的所以在方矩管坯的傳功工序是生產(chǎn)方管的關(guān)鍵程序。高合金的穿孔主要困難時(shí)在于低的穿孔性能,為了保證質(zhì)量就要理性的選擇穿孔的變形參數。壓縮量小會(huì )造成穿孔過(guò)程不穩定,所以臨界壓縮量小時(shí)候頂頭應該在前壓縮量的一般設置在百分之七左右,不然就會(huì ) 咬不住,甚至移動(dòng)增加或者前卡。
大口徑方管頂頭前面的壓縮量增大也會(huì )形成孔腔并且沉聲里面的缺陷所以如果想客服問(wèn)題的話(huà)管坯還要定心,并且定心的空深度要根據其他鋼種來(lái)比較。所以加熱的制度是出路的溫度和對加熱質(zhì)量的要求。
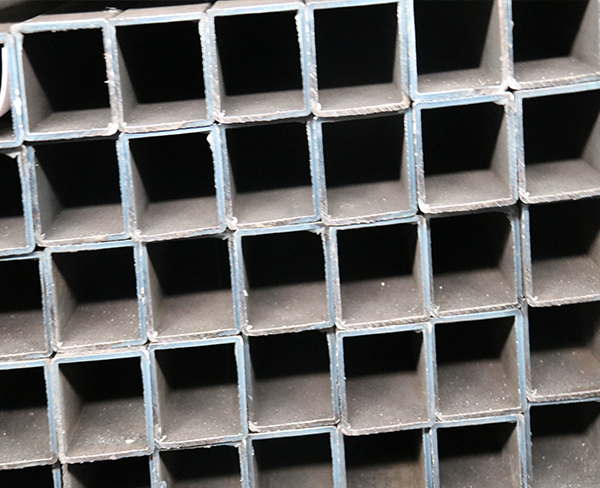

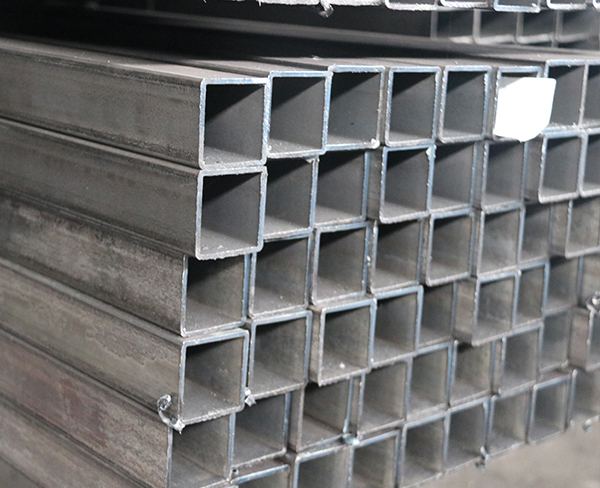
直縫焊管是用鋼板或鋼帶經(jīng)過(guò)彎曲成型,然后經(jīng)焊接制成。按焊縫形式分為直縫焊管和螺旋焊管。按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線(xiàn)套管、公制焊管、托輥管、深井泵管、汽車(chē)用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。焊接鋼管應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。鋼管應能承受一定的內壓力,必要時(shí)進(jìn)行2.5Mpa壓力試驗,保持一分鐘無(wú)滲漏。

無(wú)縫鋼管是一種空心型材,外圍無(wú)帶鋼接頭。無(wú)縫鋼管無(wú)接縫,冷熱成型工藝。特征限于良好。
螺旋鋼管特點(diǎn):直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn),成本低。螺旋焊管的強度通常要比直縫焊管高,后者可以使用較窄的方坯生產(chǎn)較大直徑的焊管,還可以使用相同寬度的方坯生產(chǎn)管直徑不同的焊管。但是與相同長(cháng)度的直縫管相比,焊縫長(cháng)度增加了30?100%,并且生產(chǎn)速度很低。因此,小口徑焊管大多采用直縫焊,大口徑焊管大多采用螺旋焊。
螺旋鋼管的類(lèi)型是由帶鋼制成的,無(wú)縫鋼管的類(lèi)型是由圓鋼制成的,相差很大,生產(chǎn)工藝不同:螺旋管是利用帶鋼進(jìn)行焊接,可以看到焊縫;無(wú)縫管是用圓鋼沖孔制成的,螺旋管下的壁厚差異很大,而無(wú)縫管下的小管基本沒(méi)有差異,對于大管的差異也不會(huì )很多。

掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com